Sterowniki PLC (Programowalny Sterownik Logiczny) (ang. Programmable Logic Controller) – uniwersalne urządzenie mikroprocesorowe przeznaczone do sterowania pracą maszyny lub urządzenia technologicznego.
Tak twierdzi współczesna internetowa encyklopedia. Ale po co zostały stworzone i do czego służą w praktyce? Na początek trochę historii… Do końca lat 60-tych sterowanie maszyn opierano na technice “przekaźnikowo-stycznikowej”. Współczesną drabinkę znaną z PLC zastępowało okablowanie pomiędzy stycznikami, przekaźnikami oraz innymi elementami specjalnymi. Wszystkie podzespoły były w szafach, więc możecie wyobrazić sobie jak wielkie musiały być. Takie rozwiązanie posiadało wiele wad:
- Niedokładny styk i wysoka zużywalność elementów.
- Trudny montaż i podłączanie dużej liczby różnego rodzaju elementów.
- Utrudniona modyfikacja okablowania po zmianie sterowania.
W efekcie sterowniki PLC szybko zaczęły być stosowane na szeroką skalę jako sterowniki programowalne w zakładach produkcyjnych i instalowane w liniach produkcyjnych w celu automatyzacji produkcji (FA).
Sterowniki PLC. Porównanie z przekaźnikami
| Kryterium | Rodzaj sterowania | |
| Typ sterownika PLC | Typ przekaźnika | |
| Funkcja | Programy zapewniają możliwość elastycznego i złożonego sterowania. Poza podstawowym sterowaniem sekwencyjnym, sterowniki PLC umożliwiają wiele czynności m.in. przetwarzanie danych, pozycjonowanie analogowe czy komunikację. | Wdrożenie złożonego systemu sterowania, korzystającego z wielu przekaźników jest trudne ze względu na koszty i niezawodność działania. Taki system zapewnia jedynie możliwość włączania/wyłączania. |
| Elastyczność modyfikacji sterowania | Możliwość dowolnego dostosowania poprzez zmianę programu. | Jedynym rozwiązaniem jest zmiana okablowania. |
| Pewność działania | Wysoka niezawodność i długi okres eksploatacji. (Wszystkie półprzewodniki) |
Korzystanie z przekaźników stykowych może skutkować niedokładnością styków i krótką żywotnością w przypadku intensywnego użytkowania. |
| Łatwość konserwacji | Awarie sprzętu można monitorować przez zewnętrzne oprogramowanie itp. Moduły PLC można wymienić niezależnie od siebie. | W przypadku awarii trudno jest znaleźć przyczynę i ją naprawić. |
| Bardziej złożone przedsięwzięcia na większą skalę | Więcej możliwości i dłuższy czas pracy niż przekaźniki. | Wykorzystanie na większą skalę jest niepraktyczne z powodu nakładów czasu i pracy. |
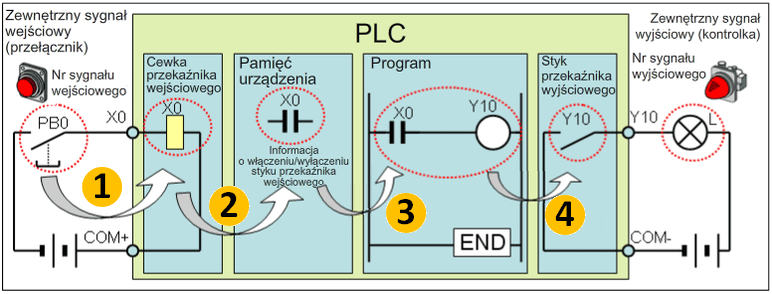
Rolą jaką pełnią sterowniki PLC jest umożliwienie sterowania sekwencyjnego za pośrednictwem programu. Ogólnie rzecz ujmując, jest to dedykowany sterownik (rodzaj komputera), który steruje urządzeniami wyjściowymi według ustalonego programu na podstawie sygnałów wysyłanych przez urządzenia wejściowe. Program opiera się na działaniu przekaźników wejściowych i wyjściowych. Zewnętrzny sygnał wejściowy interpretuje się jako naciśnięcie przycisku (PB0), a sygnał wyjściowy jako włączenie kontrolki (L).
Zasady działania
Podstawowe zasady działania opisano w odpowiedniej kolejności:
- Gdy przełącznik wejściowy PB0 (styk) łączący się ze stykiem PLC X0 przedstawionym w lewej części rysunku zamyka się, prąd przepływa do cewki przekaźnika wejściowego X0. Cewka przekaźnika wejściowego zmienia stan w zależności od statusu zewnętrznego urządzenia wejściowego i nie uwzględnia się jej w programie.
- Gdy prąd przepływa do cewki przekaźnika wejściowego X0, informacje przekazywane są jako „włączenie” styku przekaźnika X0 do wewnętrznej pamięci PLC urządzenia i zapisywane. Innymi słowy, „włączenie/wyłączenie” styku przekaźnika wejściowego X0 używanego przez program odpowiada temu samemu stykowi X0.
- Informacja ze styku przekaźnika wejściowego X0 w pamięci urządzenia jest „włączona”, więc cewka przekaźnika wyjściowego Y10 również jest „włączona”.
- Sygnał wyjściowy nr Y10 odpowiada statusowi „włączona” cewki przekaźnika wyjściowego Y10 o tym samym numerze, więc kontrolka zewnętrznego urządzenia wyjściowego jest również „włączona”.
Nazwy „cewka” i „styk” użyte są w przenośni, w praktyce sygnały są podawane na wejścia sterownika przez różne elementy elektroniki tj. transoptory czy filtry RC.
Typy połączeń
Schematy drabinkowe, łatwiejsze w zrozumieniu niż program języka poleceń często wykorzystuje się podczas tworzenia programów PLC. Tak jak w schematach elektrycznych wszystkie elementy łączy się szeregowo lub równolegle. Poniżej zostały zaprezentowane różne typy połączeń oraz urządzeń wykorzystanych w oprogramowaniu GX Works3 od Mitsubishi.
Poniżej przedstawiono przykład programu, który realizuję włączenie lampki (wyjście Y0) gdy oba przyciski (wejścia X0 i X1) są załączone. Obok fragmentu drabinki przedstawiono interpretacja działania w schemacie elektrycznym.
 |
 |
Oba przełączniki są połączone szeregowo, co sugeruję że przedstawiają warunek “AND”. Po podaniu na wejścia X0 i X1 “stanu wysokiego” czyli po załączeniu przycisków (patrz schemat elektryczny), wyjście Y0 zostanie załączone(patrz schemat elektryczny).
Kolejny przykład wymaga włączenia jakiegokolwiek przycisku (wejścia X0, X1) aby załączyła się lampka (wyjście Y0). Poniżej przykład w drabince oraz schemacie elektrycznym.
 |
 |
Przełączniki są ustawione równolegle, takie połączenie przedstawia warunek “OR”. Po podaniu na wejścia X0 lub X1 “stanu wysokiego” czyli po załączeniu jednego z przycisków (patrz schemat elektryczny), wyjście Y0 zostanie załączone(patrz schemat elektryczny).
Styki b (normalnie zamknięte)
Wejście sterownika może działać zarówno jako styk normalnie otwarty (NO) jak i normalnie zamknięty (NC). Aby zmienić jego tryb działania wystarczy użyć w programie odpowiedniego styku. Na poniższych schematach została zaprezentowana funkcja samo podtrzymania z użyciem styku zamkniętego.
 |
 |
Gdy załączymy przycisk X0, lampka Y0 włączy się nawet w przypadku wyłączenia przycisku X0. Dzieje się tak dzięki połączeniu równoległym wejścia X0 ze stykiem Y0. Gdy wyjście Y0 załączy się, to jego styk (który pełni rolę samopodtrzymania) także się włączy. Wyłączenie lampki Y0 nastąpi tylko podczas przerwania obwodu dzięki stykowi zamkniętemu wejścia X1. Aby zmienić dwa pierwsze przykłady na funkcję z samo podtrzymaniem w sterowniku PLC, wystarczy jedynie użyć styku NC wejścia cyfrowego oraz styku wyjścia Y0. Aby zrealizować taką funkcję bez użycia sterownika, musielibyśmy użyć dodatkowego przekaźnika K1 oraz zamienić przycisk ze stykiem NC. Nie muszę tłumaczyć co jest łatwiejsze, szybsze i tańsze.
Cewki z pamięcią
Obok zwykłych cewek, które są aktywne tylko wtedy gdy dochodzi do nich sygnał, istnieją cewki z pamięcią.

W przedstawionym powyżej schemacie wejście X0 aktywuje funkcje SET, czyli podanie stanu wysokiego wyjściu Y0. Wejście X1 aktywuje funkcje RESET, czyli podanie stanu niskiego wyjściu Y0.
Przekaźniki czasowe
Przekaźnik czasowy w PLC wykorzystuje „przekaźniki opóźnienia uruchomienia”, gdzie styk cewki jest „włączony”, gdy cewka przekaźnika czasowego przewodzi prąd w czasie dłuższym niż wcześniej ustalony. Jeśli cewka zostanie „wyłączona” nawet na krótką chwilę, przekaźnik czasowy resetuje się, a jego styk również się „wyłącza”. Ustawiona wartość przekaźnika czasowego oznacza wielokrotność czasu oczekiwania, zazwyczaj wyrażana w odstępach co 0,1 sekundy. Oznaczenie „T10 30” na poniższym rysunku oznacza, że ustawienie czasu przekaźnika czasowego o numerze T10 wynosi 3 sekundy.
 |
 |
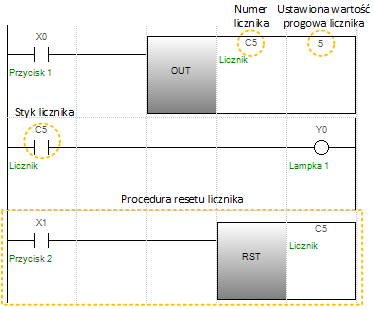
Liczniki
Liczniki jakimi dysponują sterowniki PLC liczą powtórzenia zmiany sygnału wejściowego z „niskiego” na „wysoki”. Styk licznika „włącza się”, gdy liczba powtórzeń osiąga wcześniej ustaloną wartość (liczenie w górę). Po zakończeniu liczenia wartość nie zmienia się, a styk wyjściowy pozostaje „włączony”. Gdy wartość licznika się zresetuje, zmienia się na 0, a styk zostaje „wyłącza się”. Na poniższym rysunku oznaczenie „C5 5” oznacza ustawioną wartość licznika nr C5 na „5” powtórzeń.
 |
 |
Przy podstawowych urządzeniach sterownika tj.: wejść, wyjść, przekaźników czasów i liczników, istnieją również przekaźniki wewnętrzne tzw. markery M. Markery M to dodatkowe przekaźniki wyposażone w cewki i styki, których można używać w programie bez ograniczeń. Naciśnięcie przełącznika zapisuje się w pamięci i można go potem użyć jako oznaczenia sygnału lub statusu.
Powyższy wykaz to wyposażenie podstawowe. Zakres dostępnych urządzeń jest znacznie większy. Przykład: przekaźnik wewnętrzny (oznaczenie Mx: „x” oznacza liczbę, która odpowiada sekwencji). Przekaźniki wewnętrzne są dodatkowymi przekaźnikami wyposażonymi w cewki i styki.
Przedstawione powyżej informacje to tylko zalążek wiedzy jaki możecie uzyskać przy sterownikach PLC. W kolejnych artykułach zobaczycie na czym polega konfiguracja sterownika, i sposób jego uruchomienia. Od podłączenia go do zasilania, przez doposażenie go w moduły rozszerzeń, aż do wizualizacji w HMI.
A już w kolejnej dawce automatyki – zabawa z oprogramowanie GX Works3. Jego krótki opis oraz uruchomienie coraz to bardziej powszechnej opcji w oprogramowaniach, czyli symulacja pracy sterownika PLC.
Artykuł powstał we współpracy z iAutomatyka.pl
![]()
